誠信立業(yè)??品質(zhì)為本
高端智能焊接設(shè)備服務(wù)商
高新技術(shù)企業(yè)ISO9001
服務(wù)熱線:135-3042-8982

塑料超聲波焊接能量轉(zhuǎn)換機理
超聲波的定義:
超聲波是指高于人類聽覺所能接受頻率范圍的聲波,人類聽覺能力在20Hz~20KHz之間���;因此一般來說��,凡是頻率高于20KHz以上的聲波就稱為超聲波����。但在工業(yè)應(yīng)用中,為了適應(yīng)特殊的工藝需求���,聲波頻率有低于10KHz的(如超聲波烘干機)�、15KHz的(如塑膠超聲波焊接機)�,這些習(xí)慣上也稱為超聲波。超聲波的頻率上限通常是100KHz以內(nèi)����,但在非破壞用的醫(yī)療檢查系統(tǒng)中也有高達(dá)5000KHz的?�?偠灾?����,工業(yè)上通常把能產(chǎn)生和利用在各種不同介質(zhì)中傳導(dǎo),隨著各種不同介質(zhì)的特性差別產(chǎn)生各種不同功能與效用的波動����,統(tǒng)稱為超聲波。
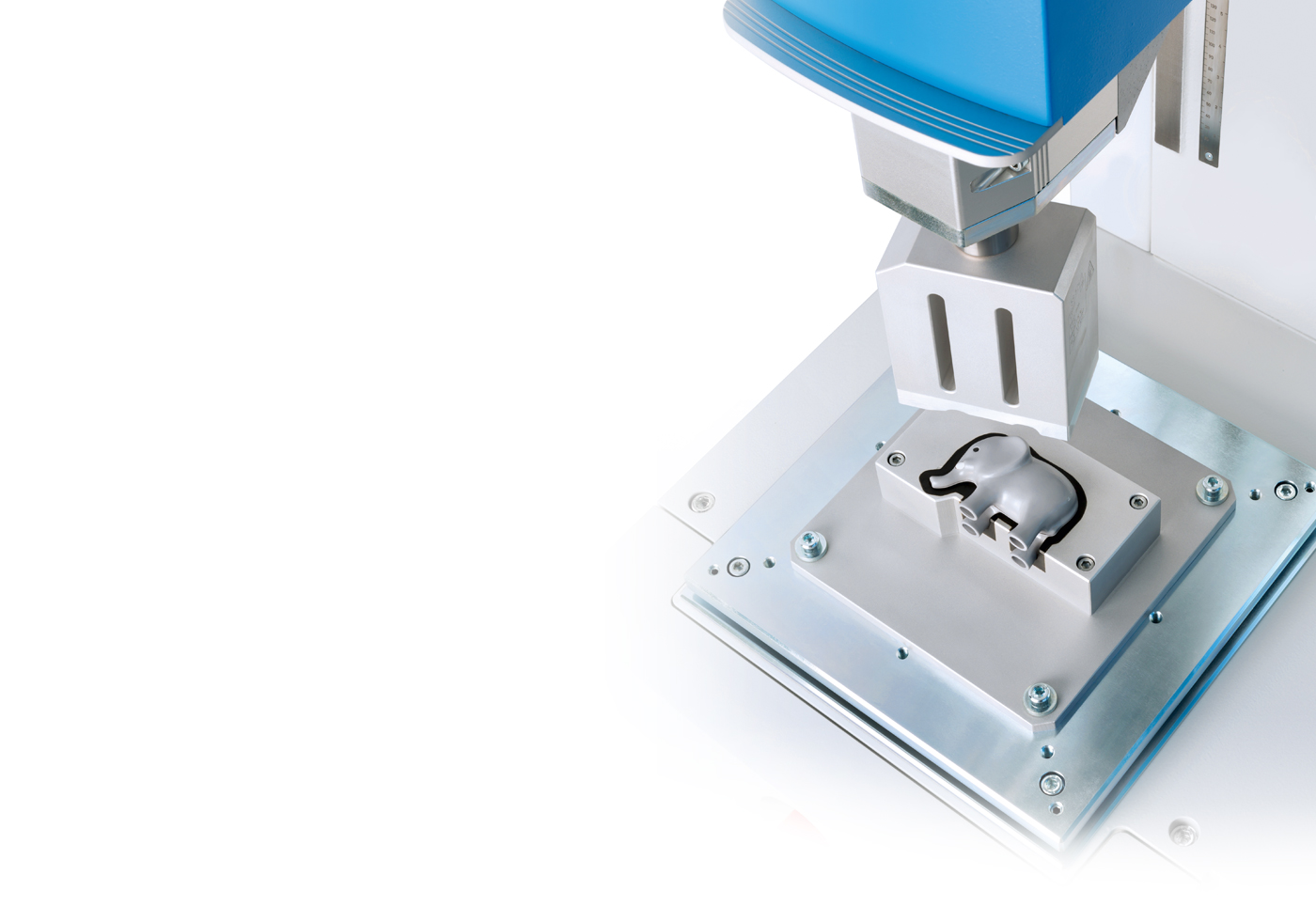
超聲波焊接的原理:
將聲波籍超聲波焊頭(HORN)傳遞到塑膠加工物上���,以每秒15~30KHZ���,振幅為4~5um左右的振動,再經(jīng)過固定的超聲波變幅桿和可換增幅工具頭放大���,在兩片塑膠件接合面上產(chǎn)生20~30um左右的高頻振動����。這樣在金屬工具焊頭的端面瞬時最大速度可達(dá)4m/s��,這種高頻捶擊作用到塑膠表面上����,在應(yīng)力高的地方發(fā)生強烈的摩擦熱,使界面熔化了的塑膠粘接在一起���,從而實現(xiàn)焊接��。
超聲波焊接能量轉(zhuǎn)換的機理:
在超聲波焊接過程中�,接頭處能量的轉(zhuǎn)換主要是指由超聲波的機械能轉(zhuǎn)換成使塑料熔合的熱能����,這種能量變化直接影響到結(jié)合面處溫度的變化,影響到接頭的質(zhì)量��。由于超聲波焊接過程的復(fù)雜性��,有關(guān)焊接過程的研究還很不充分��,關(guān)于其焊接機理也有多種解釋���。
目前�����,關(guān)于塑膠超聲波焊接熔合機理主要有以下兩種觀點:
1)摩擦振動機制�����。認(rèn)為當(dāng)超聲波作用于兩焊件時�,塑料質(zhì)點會被超聲波激發(fā)而引起連續(xù)交替的受壓和解壓,以至焊件接觸表面因振動而產(chǎn)生摩擦�����,振動頻率就是超聲波的頻率���。此時���,機械功轉(zhuǎn)化為熱,使焊件表面的溫度升高直至熔化����,最終形成焊接接頭。
2)應(yīng)力應(yīng)變儲能及轉(zhuǎn)換機制����。認(rèn)為塑料是粘彈性體,超聲波在其中傳播時�,引起塑料質(zhì)點的應(yīng)力應(yīng)變不同相,從而引起能量損耗�,轉(zhuǎn)化成熱使焊件表面熔化形成接頭。