誠信立業(yè)??品質(zhì)為本
高端智能焊接設備服務商
高新技術企業(yè)ISO9001
服務熱線:135-3042-8982

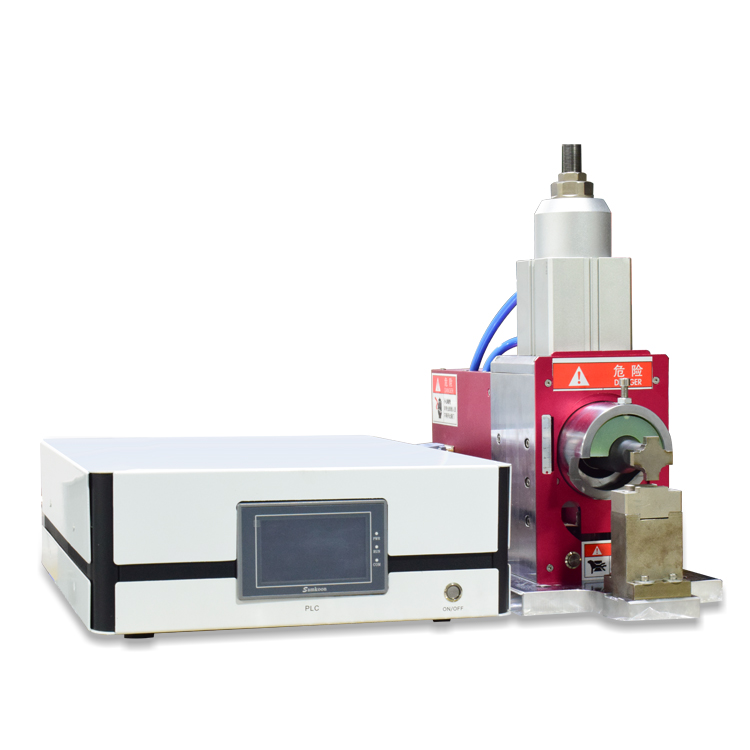
超聲波焊接技術在汽車傳感器封裝中的應用
市場研究表明,汽車傳感器在汽車現(xiàn)代電子化系統(tǒng)中扮演著重要角色。汽車傳感器的封裝往往采用塑料封裝模式。由于注塑工藝等因素的限制,傳統(tǒng)工藝中需要粘接,而塑料粘接和熱合工藝不僅效率低,且粘接劑有一定的毒性,引起環(huán)境污染等問題�。同時連接強度和氣密性等要求等往往都得不到滿足。塑料超聲波焊接取代了溶劑粘膠機械加固及其他的粘接工藝,是一種先進的裝配技術����。超聲波焊接成本低,效率高,容易實現(xiàn)自動化生產(chǎn)。因此,超聲波焊接技術越來越廣泛地獲得應用����,利用超聲波焊接實現(xiàn)汽車傳感器封裝,是高效率、低成本的技術�����。
超聲波塑料焊接原理
當超聲波作用于熱塑性的塑料接觸面時產(chǎn)生每秒幾萬次的高頻振動����。并通過上焊件把超聲能量傳送到焊區(qū),由于焊區(qū)即兩個焊接的交界面處聲阻大,因此產(chǎn)生局部高溫。同時因為塑料導熱性差,熱能不能及時散發(fā),致使兩個塑料的接觸面迅速熔化����。通過壓頭加上一定壓力后,使上下焊件融合成一體。當超聲波停止作用后,壓力持續(xù)幾秒鐘,使焊口凝固成型,這樣就形成一個堅固的分子鏈,焊接強度能接近于原材料強度����。傳感器的超聲波焊接一般應選用熔接技術�。即以超聲波頻率振動的焊頭,在預定的時間及壓力下,使上下焊口磨擦生熱,令焊接面相互熔合�。
塑料焊接面的設計
汽車傳感器外體和插座的兩個結合表面的設計,對于獲得最佳焊接結果來說是非常重要的。焊接面不應采用平面搭接方式��。因為兩工件在壓力作用下緊密接觸,熔化材料不能流延的地方形成了應力集中區(qū)域,應力集中會嚴重影響傳感器焊接接頭強度,而且此方法容易導致焊接材料分解����、脆化、氧化��。在設計焊接面時,增加焊接面表面粗糙度可以降低聲阻抗,提高表面能流密度,從而提高其焊接強度����。設計時應適當?shù)慕o定焊接面的厚度,因為焊口厚度影響焊接的溫度,如果溫度過高,會影響影響到汽車傳感器的質(zhì)量。
焊接方式選擇
焊接方式分為近聲場和遠聲場��。近聲場焊接對所有塑料都會有很好的效果���。對于低彈模數(shù)塑料的焊接最好采用近聲場焊接方法��。
超聲波焊接技術在汽車傳感器加工上的應用,提高了傳感器的封裝質(zhì)量,塑料封裝替代金屬材料降低了傳感器成本�。超聲波焊接技術今后會在汽車傳感器的生產(chǎn)中越來越多的采用�����。