|
|
| | <blockquote id="h5m5t"><b id="h5m5t"><em id="h5m5t"></em></b></blockquote>|
|
| |
|
|
|
|
|
誠信立業(yè)??品質(zhì)為本
高端智能焊接設(shè)備服務(wù)商
高新技術(shù)企業(yè)ISO9001
服務(wù)熱線:0755-33878728

鋰電池極耳超聲波金屬焊接
鋰離子電池電極焊接是指鋰離子電池正負(fù)極的銅箔與鎳片焊接�、鋁箔與鋁片焊接��、鋁片與鎳片焊接�����。銅箔厚度為0.08mm左右����,鋁箔厚度為0.01mm左右,鎳�、鋁片為0.1mm左右。常用的焊接設(shè)備有電阻點(diǎn)焊機(jī)�、激光點(diǎn)焊機(jī)、超聲波焊接機(jī)。電阻點(diǎn)焊機(jī)接頭強(qiáng)度低��,銅箔或銅片焊接接觸電阻大����,附加成本高。激光點(diǎn)焊機(jī)設(shè)備較為昂貴���。超聲波金屬焊接機(jī)是利用高頻振動波傳遞到2個需焊接的金屬表面,在加壓的情況下�,使2個金屬表面相互摩擦而形成分子層之間的熔合,其優(yōu)點(diǎn)在于快速���、節(jié)能���、熔合強(qiáng)度高、導(dǎo)電性好���、無火花��、接近冷態(tài)加工�����。
超聲波焊在實(shí)際焊接過程中�,既沒有電阻焊等方法的電流通過被焊工件,也沒有諸如電弧焊那樣的電弧產(chǎn)生����,更不像激光焊那樣需要較大的能量將母材熔化,同時��,超聲波焊接不存在受熱傳導(dǎo)與電阻率等因素的影響�,對于不同厚度的非鐵金屬箔、片都能有效地進(jìn)行焊接����,尤其是保證對鋁、銅箔片的焊接質(zhì)量�,更能突出其焊接優(yōu)勢。因此��,超聲波焊接工藝在鋰電池生產(chǎn)中得到了廣泛應(yīng)用�。超聲波焊接質(zhì)量好壞直接關(guān)系到鋰電池的整體性能、良品率及電池使用壽命�����。
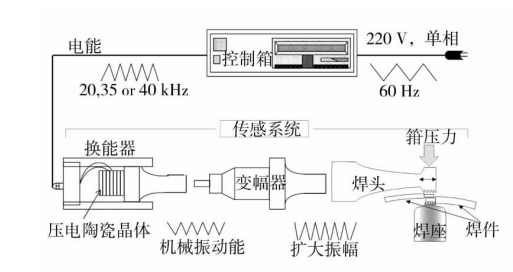
超聲波焊接原理:
超聲波焊接是通過換能器將高頻電磁振蕩能轉(zhuǎn)換為相同頻率的機(jī)械振動能����,再經(jīng)過變幅器�、焊頭����,將彈性機(jī)械振動能均衡地傳遞到被焊工件上,工件在彈性振動能和靜壓力的共同作用下將機(jī)械動能轉(zhuǎn)換為工件間的摩擦功�,其物理效應(yīng)表現(xiàn)為超聲波振動瞬間激活金屬晶格中的粒子,使金屬箔��、片相接合處的分子相互滲透而牢固地連接��,從而實(shí)現(xiàn)工件在固態(tài)下的焊接��。圖1為超聲波焊接原理圖�。
超聲波焊接具有無電弧����、無電流、無高溫過熱�����、無焊接飛濺等優(yōu)點(diǎn)����,對極耳焊后對鋰電池性能的影響小��,同時能夠很好地焊接采用其他焊接方法難以焊接的銅����、鋁箔片��,其焊接效果得到普遍認(rèn)可�����,已經(jīng)成為鋰電池行業(yè)中必不可少的焊接工藝��。