誠信立業(yè)??品質(zhì)為本
高端智能焊接設(shè)備服務(wù)商
高新技術(shù)企業(yè)ISO9001
服務(wù)熱線:135-3042-8982

銅-鋁異種金屬超聲波焊接
隨著航空航天���,汽車制造,電子產(chǎn)業(yè)的快速發(fā)展����,銅與鋁異種金屬的復(fù)合構(gòu)件得到了越來越廣泛的應(yīng)用。銅-鋁異種金屬焊接的相關(guān)研究集中在釬焊����、激光焊、攪拌摩擦焊�、超聲波焊接等。
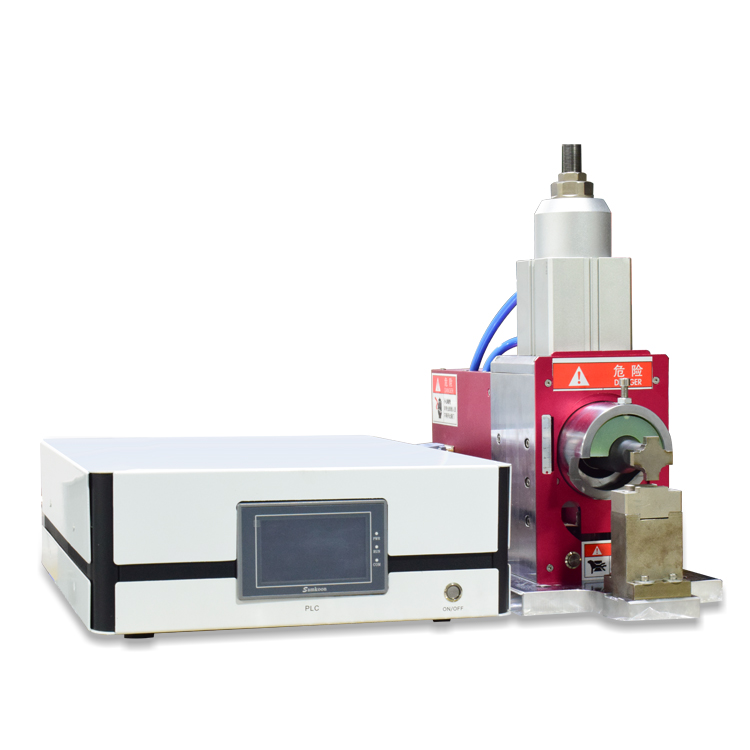
超聲波焊接(Ultrasonicwelding)是一種固態(tài)焊接技術(shù)�,它是通過超聲波的高頻振動,在靜壓力的作用下��,將超聲頻率的機械振動能轉(zhuǎn)化為待焊工件之間的變形功與摩擦熱����,從而使工件進行可靠連接的一種焊接方法。與其他焊接工藝相比�,其焊接時間短、能量輸入少��、工件薄等優(yōu)點使該焊接工藝更加高效�����,從而可以節(jié)約成本��,提高生產(chǎn)效率�。這些特點使得該技術(shù)適用于銅箔-鋁箔異種金屬的焊接�����。
超聲波焊接可以分為如下幾個過程:初始接觸過程��,摩擦產(chǎn)熱過程��,焊接軟化過程�,固相結(jié)合過程與過焊過程��。
1)初始接觸過程:超聲波焊接過程的初始階段���,在焊接壓力的作用下,兩個待焊工件形成緊密接觸�,之后由于上聲極的超聲振動使得聲極與上焊件之間產(chǎn)生一定的摩擦熱而造成短暫的連接,從而將超聲振動傳遞到待焊工件的接觸面����。
2)摩擦產(chǎn)熱過程:超聲波焊接過程中,由超聲振動引起的待焊工件之間的相對摩擦是由初期個別凸點之間的摩擦逐漸擴大到面摩擦����,在此期間,金屬表面氧化膜等雜質(zhì)被破碎并分散到材料內(nèi)部���。
3)焊接軟化過程:銅-鋁超聲波焊接結(jié)合界面在超聲振動的往復(fù)摩擦過程中�,待焊工件接觸界面溫度迅速升高,產(chǎn)生大量塑性變形�����,熱力作用不斷加劇��,導(dǎo)致箔材產(chǎn)生一定程度的軟化�。待焊工件之間的相對位移急劇增加,上焊件焊接外部區(qū)域向上翹起���。由于摩擦產(chǎn)熱導(dǎo)致的材料軟化與大量塑性變形使得焊接界面部分區(qū)域產(chǎn)生連接��。
4)固相結(jié)合過程:隨著摩擦的不斷進行���,待焊工件表面的氧化膜去除后,焊接界面微觀接觸面積不斷增大���。該過程焊接工件的相對位移較小��,焊接界面連接區(qū)域表現(xiàn)出強烈的波動����。在焊接靜壓力與超聲振動的共同作用下,焊接界面結(jié)合點與結(jié)合面積逐漸增加����。當(dāng)銅-鋁之間的結(jié)合力超過振動切向力時,便能形成牢固的接頭�。固相連接過程后期階段,焊接界面連接區(qū)域的波動基本消失�����,結(jié)合區(qū)域比較平靜���。
銅箔-鋁箔超聲波焊接中焊接壓力��、焊接振幅、焊接時間對接頭性能影響很大�,這三個參數(shù)過大或過小都會使焊接接頭強度降低,因此在焊接過程中要注意尋找合適的工藝參數(shù)�。