誠信立業(yè)??品質(zhì)為本
高端智能焊接設(shè)備服務(wù)商
高新技術(shù)企業(yè)ISO9001
服務(wù)熱線:135-3042-8982

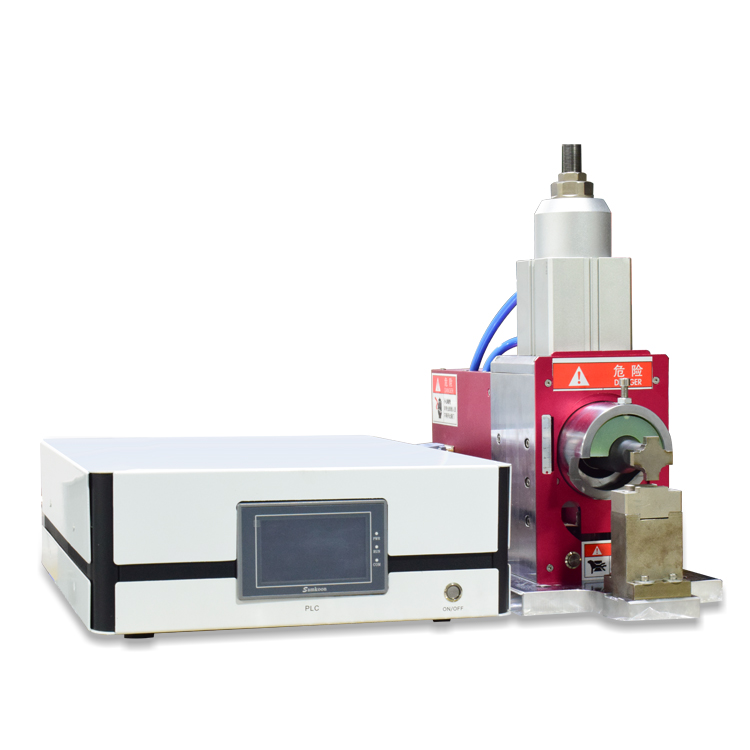
鋁箔超聲波焊接機
由于鋁箔特殊的物理性能以及質(zhì)輕�、密封及附著性好�����、耐腐蝕、易表面處理�����、可焊接等一系列優(yōu)點��,使其在散熱器���、包裝����、電氣和建筑等領(lǐng)域獲得廣泛應(yīng)用�,成為經(jīng)濟發(fā)展和人們?nèi)粘I钪兄匾南漠a(chǎn)品,同時隨著鋁加工業(yè)的發(fā)展�����,鋁箔產(chǎn)品的應(yīng)用前景越來廣,需求量越來越大���,鋁箔加工環(huán)節(jié)的質(zhì)量控制日益受到企業(yè)的重視�����,如何提高成品率��、減少斷頭成為生產(chǎn)制造商和分切工序關(guān)注的重點����。
鋁箔超聲波焊接是將交流工頻電轉(zhuǎn)變成高頻電能�����,并通過換能器將電能轉(zhuǎn)換為高頻振動能量傳遞至焊盤���,在焊盤與被焊接的鋁箔間進行焊接熔合����。通常用于超聲波焊接的頻率為20kHZ���,在人類聽覺之外����,故稱為超聲波。
超聲波焊接機主要由超聲波發(fā)生器(UltrasonicGenerator)��、換能器(transducer)�、焊盤(Sonotrode)及連接專用電纜組成����。
超聲波發(fā)生器的主要作用是將220V,50Hz的交流電源通過電子線路轉(zhuǎn)化成超聲頻率為20kHz的電振蕩高頻信號����,它主要由電子振蕩器、電壓放大器����、功率放大器和輸出變壓器等部分組成,其中電子振蕩器是超聲波發(fā)生器的心臟���,它具有頻率自動控制(AFC)功能��。隨著集成電路�、半導(dǎo)體和功率器件的發(fā)展,超聲波發(fā)生器正向大功率��、小體積�����、模塊化和智能化方向發(fā)展��,使得頻率����、振幅、功率控制更加穩(wěn)定���、可靠���。
換能器是將超聲波發(fā)生器產(chǎn)生的高頻電能轉(zhuǎn)換成機械振動,并通過增幅軸傳遞至焊盤的能量轉(zhuǎn)換增幅裝置��。
焊盤是由特殊材料制成的圓形碟盤��,主要是將機械振動能直接傳輸至需壓合焊接鋁箔間的一種聲學(xué)裝置�����。
鋁箔超聲波焊接機的主要調(diào)節(jié)參數(shù)
由于鋁箔所具有的獨特金屬性能,對他的焊接性能要求較高����,壓力和振幅等參數(shù)調(diào)整不合適極容易造成鋁箔斷裂或產(chǎn)生孔洞,致使金屬材料抗拉強度不夠��。因此��,在對不同厚度和合金規(guī)格的鋁箔進行焊接時���,需要對相應(yīng)的參數(shù)進行調(diào)整。
(1)振幅大小(amplitude):振幅是鋁箔焊接過程的一個關(guān)鍵參數(shù)���,相當(dāng)于電鉻鐵的溫度��,溫度達不到就會熔接不上�����,溫度過高就會使原材料氧化或?qū)е陆Y(jié)構(gòu)破壞而強度變差���。
超聲波焊接機在工作時,它的輸出振幅是恒定的���,并需根據(jù)不同的焊接材料進行精確調(diào)整�����。振幅通過調(diào)節(jié)旋鈕使振幅在額定振幅的30%~100%范圍之間變化���,同時對應(yīng)額定焊接輸出功率在6%~100%范圍的變化����。
(2) 焊接時間(weldingtime):用于調(diào)節(jié)超聲波發(fā)射的持續(xù)時間�,最大調(diào)節(jié)時間為999ms,一般的根據(jù)焊接材料及厚度進行設(shè)定���,通常超過1.5S熔接時間均可視作失敗熔接�����。
(3) 焊接頻率:調(diào)節(jié)焊接機的中心頻率��,一般出廠時已經(jīng)調(diào)整好�����,無需調(diào)整����。
(4) 接觸壓力:氣動部分主要作用是在焊接過程中完成焊盤加壓、保壓等壓力工作���。包括節(jié)流閥�、氣壓調(diào)節(jié)旋鈕��。節(jié)流閥用于調(diào)節(jié)氣缸的上���、下速度�。氣壓調(diào)節(jié)旋鈕調(diào)節(jié)工作氣壓����,從而控制焊盤與鋁箔的接觸壓力�����。
超聲波焊接技術(shù)具有高效��、便捷��,無污染�����、不發(fā)熱、焊接強度高�����,焊接面積小等特點����,因此在鋁箔分切生產(chǎn)加工環(huán)節(jié)得到廣泛應(yīng)用。