| | |
|
|
誠信立業(yè)??品質(zhì)為本
高端智能焊接設(shè)備服務(wù)商
高新技術(shù)企業(yè)ISO9001
服務(wù)熱線:135-3042-8982

塑料旋轉(zhuǎn)摩擦焊接技術(shù)介紹
旋轉(zhuǎn)焊是一門簡單�、經(jīng)濟(jì)的摩擦焊技術(shù)���。它是需要高強度���、密封圓形接頭塑料件的首選焊接方法,適合于連接大大小小的塑料件及各式各樣的熱塑性樹脂����。
旋轉(zhuǎn)焊原理及過程旋轉(zhuǎn)焊的原理,如圖1所示�����。它是一個工件高速旋轉(zhuǎn)并緊壓另一固定工件,在兩工件間產(chǎn)生摩擦熱����,配合面得以熔化并融合在一起。旋轉(zhuǎn)停止后���,壓力保持到熔化材料凝固形成永久連接�����。
焊接前兩工件分別置于上下夾具中,上夾具下降�����,上下工件接觸�����。焊接過程中兩工件在壓力下旋轉(zhuǎn)摩擦發(fā)熱���,工件界面熔化并融合在一起�。焊接后焊縫在壓力下充分凝固��,上夾具上升,移走工件�����。
旋轉(zhuǎn)焊接過程可分為4個階段����。
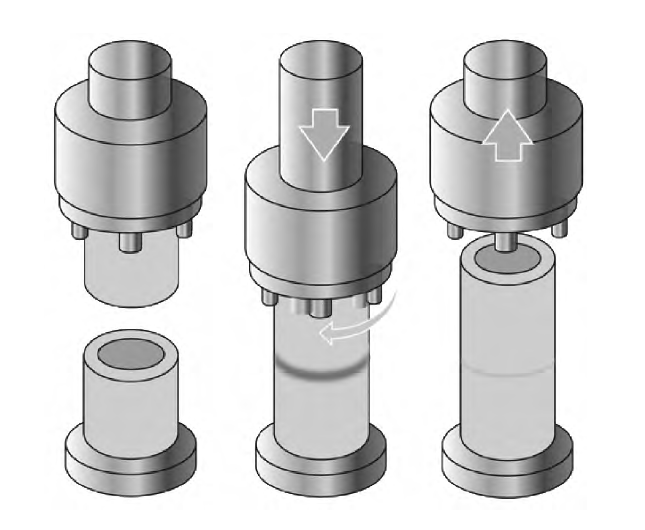
旋轉(zhuǎn)焊原理簡圖
(1)第1階段:兩固體表面之間通過旋轉(zhuǎn)摩擦產(chǎn)生熱量,界面區(qū)域升溫至結(jié)晶性塑料的熔點或非結(jié)晶性塑料的玻璃化轉(zhuǎn)變溫度�����。
(2)第2階段:界面材料開始熔化�����。隨著熔液厚度增加�����,部分熔融材料作為飛邊擠出接頭�。
(3)第3階段:熔融材料產(chǎn)生的速率等于材料作為飛邊移開的速率。一旦到達(dá)該階段����,通過摩擦或制動裝置停止驅(qū)動頭旋轉(zhuǎn)��。1-3階段的時間為0.5-2.0S�����。
(4)第4階段:驅(qū)動頭停止旋轉(zhuǎn)����,工件在預(yù)置壓力下結(jié)合在一起以確保熔液表面之間的緊密接觸��。接頭冷卻形成永久連接�����。第4階段時間是1-2s���。
旋轉(zhuǎn)焊特點
旋轉(zhuǎn)焊的優(yōu)點是簡便、能量效率高��、質(zhì)量好�、成本低、能焊接的材料廣(適用于絕大多數(shù)熱塑性塑料及某些異種塑料)���、生產(chǎn)率很高(大部分工件的焊接時間只有幾秒)����、焊縫不引入外加材料,無須考慮環(huán)境因素等�。旋轉(zhuǎn)焊非常適合于獲得比母材自身強度高的耐壓密封接頭。由于加熱局限于焊接界面����,很少產(chǎn)生過熱,冷卻時間又短�,非常適合于自動化流水線,多頭自動裝置每分鐘可焊接300個零件�����。旋轉(zhuǎn)焊可焊接大斷面(現(xiàn)已焊接的最大直徑工件為1100mm)����,對長而高的工件,旋轉(zhuǎn)焊優(yōu)于超聲波遠(yuǎn)場焊�����。工件可以是任何形狀�����,只要所需焊接的配合面是圓形的即可。由于界面處發(fā)熱量取決于相對表面速度�����,圓形零件外緣直徑更大�,表面速度更大,因而溫度更高�。這會造成溫差,在接頭中產(chǎn)生內(nèi)應(yīng)力�����。為減輕這種影響�����,有空心截面和薄壁的接頭更可取����。旋轉(zhuǎn)焊工件必須能相對另一個工件自由旋轉(zhuǎn)�����。如果焊機(jī)無法停止旋轉(zhuǎn)于精確位置,則焊后需特定取向的工件不適宜旋轉(zhuǎn)焊接����。

旋轉(zhuǎn)摩擦焊接機(jī)
旋轉(zhuǎn)焊應(yīng)用
旋轉(zhuǎn)焊最早用于制造充液羅盤。汽車行業(yè)應(yīng)用包括:罐�����、瓶����、閥、燈����、過濾器、濾杯(濾罩)�、空氣導(dǎo)管、加油管����、彎頭與歧管的焊接、擠壓管材與燃油濾清器模制件的連接�、三都平軟管與聚丙烯進(jìn)氣管的焊接等。器械行業(yè)應(yīng)用包括:閥門���、偏流器�����、真空吸塵器罩�����、洗衣機(jī)彎管���、冰箱濾水器��、果汁與蘇打冷飲機(jī)分路器等焊接����。其它應(yīng)用包括:桅冠燈���、深水浮標(biāo)����、聚乙烯浮球�、浮筒、化油器浮子�、止回閥、彈出式灌水栓�、油漆罐蓋、噴霧罐����、氣霧瓶、傳動軸�����、蓄氣筒��、滅火器��、吹塑聚乙烯瓶���、化妝品容器���、丁烷打火機(jī)、飲料杯���、保溫杯�����、隔熱碗�����、注射器�、水罐等焊接。旋轉(zhuǎn)焊還用于塑料管道�����,如聚乙烯管或聚氯乙烯管的焊接與修補�。旋轉(zhuǎn)焊可用于結(jié)構(gòu)件的組裝,如容器頂部和底部的焊接�,還可用于螺柱與塑料零件的連接。
旋轉(zhuǎn)焊是一種用于組裝圓形結(jié)合面塑料工件的摩擦焊接方法����。它通過摩擦力提供界面處的熔化熱。焊接過程中施加足夠的壓力擠出少量的樹脂飛邊及過量氣泡���。工件旋轉(zhuǎn)焊前�����,必須考慮以下方面:(1)材料種類及開始發(fā)黏的溫度�����;(2)工件直徑���;(3)飛邊產(chǎn)生的量及飛邊的處理。