誠信立業(yè)??品質(zhì)為本
高端智能焊接設備服務商
高新技術企業(yè)ISO9001
服務熱線:135-3042-8982

塑料超聲波螺柱焊技術介紹
在需要固定裝配的許多應用中并不要求連續(xù)焊縫����。工件的尺寸和復雜性常常限制了固定點或焊接位置����,制約了可用接頭設計的類型���。就異種材料而言���,經(jīng)常是通過超聲波鉚接或者使用普通螺釘或鉚釘來實現(xiàn)這種裝配。就同類或相容塑料來說�,固定裝配可以通過超聲波螺柱焊更容易、更有效和更經(jīng)濟地實現(xiàn)�����。
超聲波螺柱焊原理
如圖1所示�,超聲波螺柱焊的基本原理是通過超聲波將偏大的模制螺柱打入過盈配合安裝孔中���,在單個或多個局部位置造成摩擦生熱��,然后熔化和固結(jié)熱塑性塑料�,沿著螺柱周圍產(chǎn)生焊縫�。
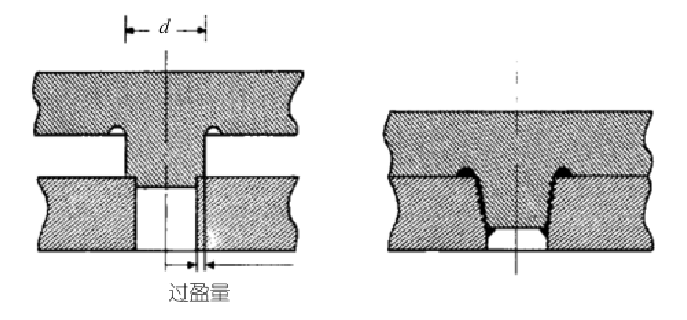
超聲波螺柱焊原理簡圖
超聲波螺柱焊運行機制
超聲波螺柱焊過程中,超聲波振動焊頭接觸位于焊接區(qū)域(螺柱區(qū)域)上方工件的外表面���,引起螺柱和承窩界面出現(xiàn)摩擦生熱����,熔化熱塑性材料����,使部件疊縮在一起��。在焊接循環(huán)結(jié)束時����,振動停止,工件在壓力下結(jié)合在一起�����,熔融材料重新凝固。
超聲波螺柱焊特點
超聲波螺柱焊簡便�、經(jīng)濟。因為焊接面積小�,焊接循環(huán)時間短(幾乎總是少于0.5s),所以超聲波螺柱焊功率要求低����。超聲波螺柱焊可用于所有熱塑性塑料。在樹脂選擇���、尺寸或零件復雜性限制其他方法的使用時��,螺柱焊可提供良好的解決方案�����。
超聲波螺柱焊應用
超聲波螺柱焊應用包括鐘殼���、定時器、機電裝置�����、接線盒�����、泵葉輪等。
超聲波螺柱焊是通過超聲波將模制螺柱打入過盈配合孔中����,在單個或多個局部位置連接同類熱塑性塑料工件的方法�。超聲波螺柱焊采用變體剪切接頭。螺柱可鑄塑到工件中或者是單獨件��。偏大的螺柱通過超聲波打入孔中并沿著螺柱周圍產(chǎn)生焊接�����。焊縫強度與螺柱直徑和焊縫深度有關���。焊縫深度等于螺柱半徑時,拉伸強度最大��。
超聲波螺柱焊可用于所有熱塑性塑料�。還可用于固定異種材料。在不需連續(xù)焊縫的單個或多個局部位置焊接同類塑料工件時��,可選擇超聲波螺柱焊���。在樹脂選擇�、尺寸或零件復雜性限制其他方法的使用時,螺柱焊可提供良好的解決方案��。超聲波螺柱焊是一門簡易����、有效��、經(jīng)濟���、可靠的同類或相容熱塑性塑料裝配技術�。超聲波螺柱焊基本指導方針是低壓��、低功率�,高振幅,如間距小可同時進行多個螺柱焊���。